Haloo semua, nama saya Elicohen Dima Sagala NIM 15515012. Sekarang saya sedang kuliah di prodi S1 Teknik Kelautan Institut Teknologi Bandung. Postingan ini merupakan bagian dari mata kuliah KL 2105 "Bahan Bangunan Laut" dengan dosen Alamsyah Kurniawan, Ph.d
Nah setelah membahas banyak tentang beton, sekarang saya akan membahas tentang baja.Teknik Kelautan terbagi atas 2 konsentrasi besar yakni : Offshore (Lepas Pantai) dan Onshore/Coastal (Teknik Pantai). Di bagian coastal, baja digunakan sebagai sebagai material tulangan dari beton. Sedangkan dalam offshore, baja digunakan sebagai material strukturnya.
A. RANGKAIAN
PROSES PEMBUATAN BAJA
Bijih
Besi
Bumi memiliki banyak mineral besi (bijih besi). Bijih besi
pada umumnya adalah besi oksida : hematit (Fe2O3),
magnetit(Fe3O4), limonit(Fe2O3.xH2O)
Hematit adalah bijih besi yang paling
banyak dimanfaatkan karena kadar besinya tinggi, mencapai 66%, dan kadar
kotorannya relatif rendah.
Pada tahap selanjutnya hematit ini
akan dimasukkan kedalam blast furnace, yaitu tungku besar yang berfungsi
melebur biji besi pada tahap awal.
Prinsip reduksi untuk mengubah bijih
besi menjadi besi adalah :
2C + O2
==> 2CO
Fe2O4,
Fe3O4+ CO ==> Fe + CO2
Secara tradisionil, bahan baku untuk
menghasilkan gas reduktor karbon monoksida adalah arang atau batubara. Dewasa
ini, sekitar 80 % baja dihasilkan dengan melewati jalur tanur tinggi (blast furnace), sedangkan 20 % sisanya
melalui jalur reduksi langsung (direct
reduction).

Gambar 1.1 Ilustrasi pembuatan baja
a. Jalur reduksi langsung
Proses reduksi langsung dapat menggunakan reduktor yang
berasal dari gas alam. proses ini banyak digunakan di perusahaan seperti pt.
krakatau steel
· Bahan baku : pelet bijih besi dan
gas alam
·
Cara kerja :gas alam (CH4-
metana) yang dipanaskan sampai suhu 9000c direaksikan dengan air (H20)
dengan katalis ni akan berubah menjadi gas H2 dan CO.keduanya merupakan gas reduktor
yang akan mengikat dan mengambil oksigen dari bijih besi :
Fe2O4, Fe3O4(s)
+ CO(g) + H2(g) => Fe (s) + CO2(g) + H2O
(g)
Dengan
demikian pellet bijih besi berubah menjadi besi spons, tetap dalam keadaan
padat berbentuk butiran (pellet). Besi spons memiliki kadar karbon yang terlalu
tinggi (untuk baja) dan unsur pengotor. Selanjutnya besi spons (ditambah bahan
baku lainnya : oksigen, batu kapur, dan unsur paduan) dilebur di tungku busur
listrik atau e.a.f (electric arc furnace) menjadi baja cair. Baja cair dituang
dengan proses pengecoran kontinu menjadi billet dan slab.

Gambar 1.2. Jalur reduksi langsung
b.
Jalur Blast Furnace
Teknologi blast furnace atau hoogoven atau tanur tinggi saat
ini adalah hasil perkembangan sejak abad 14. teknologinya sudah matang,
produktivitasnya sangat tinggi




Gambar 1.3. Jalur Blast Furnace
Hematit akan dimasukkan ke dalam blast furnace, disertai
dengan beberapa bahan lainnya
seperti kokas (coke), batukapur (limestone), dan udara
panas. Bahan baku yang terdiri dari campuran biji besi, kokas, dan batu kapur,
dinaikkan kepuncak blastfurnace yang tingginya bisa mencapai 60 meter.
Setelah bahan-bahan dimasukkan kedalam blast furnace, lalu
udara panas dialirkan dari dasar tungku dan menyebabkan kokas terbakar sehingga
nantinya akan membentuk karbonmonoksida (CO) . Reaksi reduksi pun terjadi,
yaitu sebagai
berikut :
Fe2O3+ 3CO → 2Fe
+ 3CO2
maka di dapatlah besi (fe) yang kita inginkan. Namun besi
tersebut masih mengandung karbon yang cukup banyak yaitu 3 % – 4,5 %, padahal
besi yang paling banyak digunakan saat ini adalah yang berkadar karbon kurang
dari 1 % saja. besi yang mengandung karbon dengan kadar > 4% biasa disebut
pig iron.
Batu kapur digunakan sebagai fluks yang mengikat
kotoran-kotoran yang terdapat dalam bijih besi perlu diperhatikan bahwa bijih
besi yang akan dimasukkan kedalam blast furnace haruslah digumpalkan terlebih
dahulu. Hal tersebut berguna agar aliran udara panas bisa dengan mudah bergerak
melewati celan-celah biji besi dan tentunya akan mempercepat proses reduksi.

· Gambar 1.4. Reaksi kimia pada tanur tinggi (Blast Furnace)
bahan
baku :bijih besi, kokas, batu kapur, udara
Pembakaran
kokas mempunyai dua fungsi:menghasilkan panas. Pembakaran tidak sempurna
menghasilkan gas karbon monoksida sebagai reduktor.
batu
kapur berfungsi untuk mengikat kotoran pada besi cair menjadi terak (slag) yang
terapung diatas besi kasar cair.
·
Hasil
blast furnace:
Besi Kasar Cair (molten iron)
Besi
kasar segera dikirim dan dimasukkan ke conveter di b.o.f. (basic oxygen
furnance) atau bos (basic oxygen steelmaking).
·
Konversi Besi ke Baja
Gambar 1.5. Konversi besi ke baja
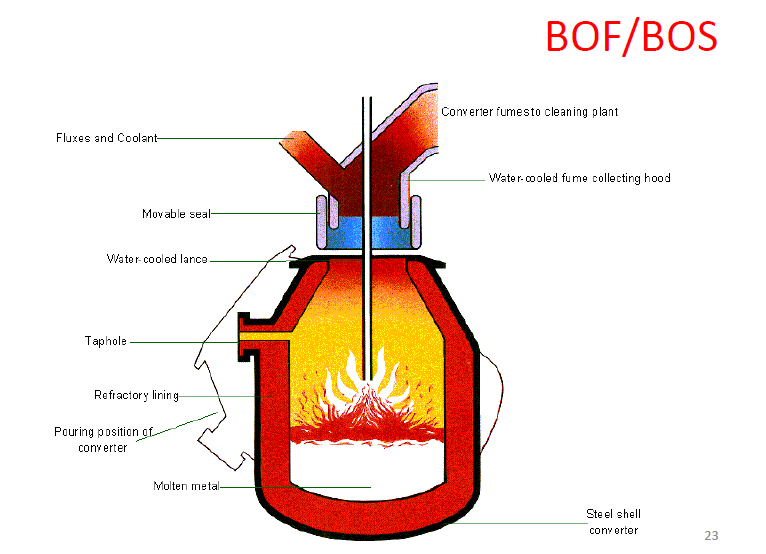
Kedalam bof dimasukkan: besi kasar cair baja bekas (steel scrap)
oksigen batu kapur
Unsur-unsur paduan: Fe-Mn, Fe-Si, Fe-Cr, Fe-Ni, dst.
Penambahan oksigen (dengan oxygen lance) adalah untuk mengurangi
kadar karbon hingga mencapai yang
dikehendaki. Batu kapur mengikat kotoran
menjadi terak.
Sesudah komposisi kimia tepat seperti yang diminta (sample
diperiksa dengan spektrometer), baja cair dipindahkan ke ladle.
Kegiatan Utama Dalam BOF

Gambar 1.6. Kegiatan utama dalam BOF
EAF hanya memakai cold scrap metal. Proses utk membuat bajamutu tinggi

Gambar 1.7. The Electric Arc Furnace (EAF)
Proses
EAF

Gambar 1.8. Proses EAF
EkstraTreatment sesuaimutubajayang diinginkan
Bisa ditambah argon, injeksi powder atau wire, vacuum atau pemanasan
tambahan
Mengurangi kadar hidrogen dan sulfur.
Penuangan baja cair dapat dilakukan dengan dua cara: dalam bentuk
balok baja (ingot) menjadi slab atau billetdengan proses
cor kontinu (continuous casting)

1.Fully Killed
2.Semi Killed
3.Semi Killed + Bleeding
4.Capped (+ Rimmed)
5.Capped (+ Rimmed)
6.Rimmed
7.Rimmed
8.Rimmed
B.
PROSES PEMBUATAN PRODUK SETENGAH JADI
Proses pembuatan produk
setengah jadi
•Hot rolling,
•Cold rolling,
•Hot forging,
•Hot tube fiercing,
•Pembuatan welded pipe
(longitudinal & spiral)
ingot, billet dan slab
dirol panas (hot rolling) menjadi
–Flat product: pelat
–Long product: baja
profil, besi beton, dan batang kawat.
•Ingot, slab atau
billet dipanaskan di tungku pemanas
•Hot rolling dilakukan
bertahap
•Pengerolan baja
profil
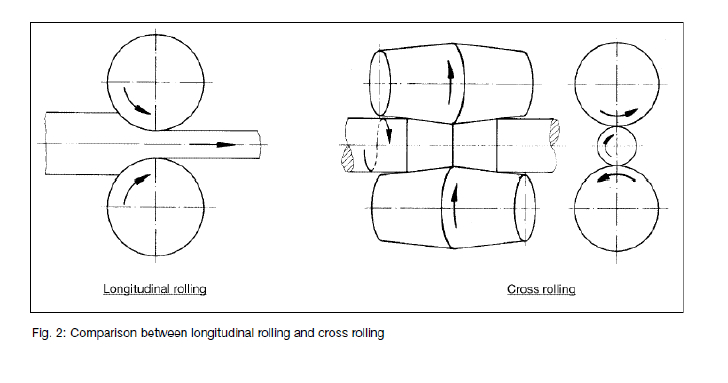
1. Hot Rolling




Gambar 2.1. Hot Rolling
Ingot, slab atau billet dipanaskan di tungku pemanas. Hot rolling dilakukan bertahap. Pengerolan baja profil:
2. Cold Rolling
Dengan cold rolling bertahap pelat diubah menjadi baja
lembaran (sheet), dilanjutkan dengan proses pemanasan / annealing untuk
melunakkan dan diakhiri dengan temper rolling untuk “menyetrika”.
Gambar 2.2. Cold Rolling
3. Hot Forging
Untuk membuat komponen yang berukuran besar, misalnya poros
turbin, digunakan proses tempa panas.

Gambar 2.3. Hot Forging
PRODUK
TUBULAR / HOLLOW
Tahap awal pembuatan pipa seamless dilakukan dengan hot tube
piercing terhadap billet yang dipanaskan salah satu varian-nya adalah
proses mannesmann.

Gambar 2.4. Hollow
1. Hot Tube Piercing

Gambar 2.5. Hot tube piercing
Pengecilan diameter pipa berdinding tebal tersebut dilakukan
dengan proses hot tube rolling. Tebal dindingnya juga akan berkurang. Untuk
membuat pipa yang lebih kecil lagi diameternya dipakai proses cold tube
drawing.
2.Pembuatan Welded Pipe
Welded pipe dapat dibuat dengan dua cara: longitudinal welded
pipe (erw pipe) dan spiral welded pipe (dsaw pipe)
a. Logitudinal welded pipe
Bahan baku: pelat baja hasil hot rolling
Proses pembentukan dengan roll forming bertahap

Gambar 2.6. Longitudinal welded pipe
Pipa UO
Pipa berdiameter lebih besar (d>26”) dapat dibuat dengan proses
u-o (pada press) dan dilanjutkan dengan pengelasan.

Gambar 2.7. Forming in the U-ing press

Gambar 2.8. Completion in the O-ing press
b. Spiral
welded pipe
Bahan baku pelat baja hasil hot rolling dapat dibentuk menjadi
pipa dengan alur spiral.
dengan satu lebar pelat dapat diperoleh pipa dengan berbagai
diameter, tergantung pada cetakan dan sudut pemasukan pelat. Pengelasan dilakukan dengan saw(submerged arc welding) atau
las busur terendam.

C. KLASIFIKASI & STANDARD
Jenis baja dikelompokkan sbb:
-Baja Karbon (plain carbon steel)
low carbon steel : c < 0,25%
medium carbon steel: c = 0,25 = 0,5%
high carbon steel: c > 0,5%
- ----Baja paduan (alloy steel)
low alloy steel : e unsur-unsur paduan < 8%
high alloy steel: e unsur-unsur paduan > 8%
Standard yang banyak dipakai dalam perdagangan / industri baja adalah:
aisi = american iron & steel institute
sae = society of automotive engineers
asme = american society of mechanical engineers
astm = american society for testing and materials
din = deutsche industrie normen
jis = japanese industrial standard.
KLASIFIKASI / STANDARD BAJA
DIBUAT MENURUT HAL BERIKUT:
1.Proses pembuatan / bentuk
produk
Contoh: plate, sheet,
forgings, wire, pipe, dst.
2. Kekuatan:
Contoh:
Din st.50 :tensile strength
> 50 kgfnini2
Jis ss 41 : tensile strength
> 41 kgf/mm2
Api 5l -65 x : yield
strength > 65 ksi
3.Komposisi kimia:
Contoh:
Din 25crmo4
Jis s45c
Aisi/sae 4130
Aisi 304
4.Nomor standard tanpa pola tertentu:
contoh:
astm a 106: seamless pipe
astm a 210: seamless tube
for boiler and
superheater
standard aisi / sae
membuat klasifikasi baja secara komprehensif berdasarkan komposisi kimia:
pada dasarnya baja karbon
dan baja. paduan rendah diberi kode klasifikasi 4 digit.
digit ke 1 & 2
menyatakan kelompok / jenis paduan
digit ke 3 & 4
menyatakan kadar karbon nominal.
Klasifikasi ASISI / SAE
|
designation
|
Types
|
|
10 xx
|
Nonresulphurized
|
|
11xx
|
Resulphurizedcarbonstellgrades
|
|
12xx
|
Rephosphorizedandresulphurizedcarbonsteelgrades
|
|
13xx
|
Manganese1.75percent
|
|
15xx
|
Manganeseover1.00to1.65
|
|
23xx
|
Nickel3.50percent
|
|
25xx
|
Nickel5.00percent
|
|
31xx
|
Nickel1.25percent–Chromium0.65percent
|
|
33xx
|
Nickel3.50percent–Chromium1.55percent
|
|
40xx
|
Molybdenum0.25percent
|
|
41xx
|
Chormium0.50or0.95percent–Molybdenum0.12or0.20percent
|
|
43xx
|
Nickel1.80percent-Chromium0.50to0.80percent-Molybdenum0.25percent.
|
|
44xx
|
Molybdenum0.40or0.53
|
|
46xx
|
Nickel1.55or1.80percent-Molybdenum0.20or0.25percent
|
|
47xx
|
Nickel1.05percent-Chromium0.45percent-Molybdenum0.20percent
|
|
48xx
|
Nickel3.50percent-Molybdenum0.25percent
|
|
50xx
|
Chromium0.28or0.40percent
|
|
51xx
|
Chromium0.80,0.90,0.95,1.00or1.05percent
|
|
5xxxx
|
Carbon1.00percent-Chromium0.50,1.00or1.45percent
|
|
61xx
|
Chromium0.80or0.95percent-Vanadium0.10percentor0.15percentmin
|
|
81xx
|
Nickel0.30-Chromium0.40-Molybdenum0.12
|
|
86xx
|
Nickel0.55percent-Chromium0.50or0.65percent-Molybdenum0.20percent
|
No comments:
Post a Comment