Haloo semua, nama saya Elicohen Dima Sagala NIM 15515012. Sekarang saya sedang kuliah di prodi S1 Teknik Kelautan Institut Teknologi Bandung. Postingan ini merupakan bagian dari mata kuliah KL 2105 "Bahan Bangunan Laut" dengan dosen Alamsyah Kurniawan, Ph.d
1. baja (steel) : besi dengan
kadar karbon < 2,1%
2. besi cor (cast iron) : besi dengan kadar karbon >
2,1%
1. low carbon steel : c
< 0,25%
2. medium carbon steel : c = 0,25 - 0,5%
3. high carbon steel : c >
0,5%
Dislokasi adalah cacat satu dimensi sekitar yang beberapa atom
tidak sejajar. Merupakan cacat kristalografi atau ketidakteraturan dalam
struktur kristal Kehadiran dislokasi sangat mempengaruhi banyak sifat material. Dislokasi dibagi 2 :
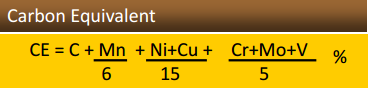
Equivalent Carbon Content
Adalah ukuran yang digunakan untuk membandingkan mampu las (weldability) relatif paduan yang berbeda dengan membandingkan sifat mereka dengan baja karbon biasa. Nilai CE ( Carbon equivalent ) dapat dihitung dengan persentase tiap komponen logam penyusunnya.
Semakin tinggi nilai CE, kemampuan las paduannya menurun. Efek pada mampu las dari unsur-unsur seperti Chromium (Cr) dan Vanadium (V), tidak sebesar Carbon (C), tapi lebih signifikan daripada tembaga (Cu) dan Nikel (Ni)
IRON Allotropy
Properti beberapa unsur kimia untuk dapat berupa dua atau lebih yang bentuk yang berbeda, di mana atom-atom disusun secara berbeda oleh ikatan kimia (dalam fase yang sama). Allotropy berasal dari bahasa Yunani ALLOS: bermakna "other“ dan TROPOS: bermakna "manner”
α-Fe alpha iron,
forms < 770oC (Tc), magnetic, BCC crystal structure, Ferrite
β-Fe beta iron, forms < 912oC, BCC
γ-Fe gamma iron, forms < 1394oC, FCC, Austenite
δ-Fe delta iron, forms from cooling down molten iron <
1538oC, BCC
Penjelasan mengenai struktur kristalnya dapat dilihat melalui gambar dibawah
Fasa pada baja karbon :
1. Ferit = fasa α (bcc) dengan atom c yang larut padat; sifat
lunak & ulet
2. Austenit = fasa y (fcc) dengan atom c yang larut padat; fasa
pada suhu tinggi; lunak & ulet
3. Sementit = senyawa fe3c = besi karbida; sangat keras sekali
& getas
4. Perlit = fasa eutektoid terdiri dari ferit + sementit yang
berlapis-lapis; kuat & cukup ulet
Fasa yang diperoleh
dari pendinginan yang cepat dari fasa austenit :
1. Martensit = fasa metastabil (btc), atom c larut padat lewat
jenuh; sangat keras dan getas
2. Bainit = struktur
antara cukup kuat & cukup ulet
Perlakuan Panas (Heat Treatment)
• Sifat mekanik baja dipengaruhi oleh komposisi kimia dan
struktur mikro.
• Struktur mikro dipengaruhi oleh proses pengerjaan,
termasuk proses perlakuan panas (heat treatment)
• Proses heat treatment dipakai untuk mengubah sifat dalam
batas-batas tertentu.
Tempering
Tempering adalah teknik pemanasan ulang untuk "menguatkan (toughing)" baja dengan mengubah martensit yang brittle / getas menjadi bainit atau kombinasi dari ferit dan sementit. Biasanya baja diberikan perlakuan panas dalam beberapa proses.
Pertama dipanaskan untuk membuat larutan padat dari besi dan karbon dalam proses yang disebut austenizing. Austenisasi ini diikuti dengan quenching (pendinginan) untuk menghasilkan mikrostruktur martensit.
Baja tersebut kemudian dilakukan tempering dengan pemanasan antara rentang 150 ° C- 260 ° C (300 ° F-500 ° F) dan 370 ° C-650 ° C (700 ° F-1200 ° F). Tempering di kisaran 260 °C-370 ° C (500 ° F 700 ° F) seringkali dihindari untuk mengurangi getas temperring. Baja ini dijaga pada suhu tersebut sampai karbon yang terperangkap dalam martensit berdifusi untuk menghasilkan komposisi kimia dengan potensi untuk menghasilkan baik bainit atau perlit (struktur kristal yang terbentuk dari campuran ferit dan sementit).
Annealing
Annealing adalah memanaskan ulang baja diikuti dengan pendinginan yang lambat, menghasilkan logam yang lunak dan ulet. Tujuannya adalah :
a) Untuk menghilangkan stres internal maupun untuk melunakkan atau
b) Untuk memperbaiki struktur kristal
Hal ini melibatkan pemanasan di atas suhu kritis atas (sekitar 760oC)
Full anneal: Bila bagian yang di-annealing dibiarkan dingin dalam furnace.
Normalizing: Bila bagian yang di-annealing dikeluarkan dari furnace dan dibiarkan dingin di udara
Quenching
Proses pengerasan logam (biasanya baja atau besi cor) dipanaskan ke fase kristal austenitic dan kemudian dengan cepat didinginkan menggunakan suatu media. Setelah didinginkan dengan cepat, sebagian dari austenit akan berubah menjadi martensit, suatu struktur kristal yang keras tapi brittle.
Bergantung juga pada paduan (alloy) dan pertimbangan lainnya (seperti pertimbangan terhadap kekerasan maksimum vs crack dan distorsi), pendinginan dapat dilakukan dengan udara atau nitrogen, minyak, polimer dilarutkan dalam air, atau air garam (brine) yang dipaksakan.
Cairan yang digunakan untuk pendinginan baja tercantum di bawah ini dalam urutan tingkatan pendinginan
• Brine (air garam)
• Air
• Minyak
• Cairan khusus
• Udara
Note: Pengadukan media meningkatkan keparahan pendinginan nya
• Air suling biasa (soft distilled water) adalah media yang lebih disukai bila menggunakan air untuk
pendinginan baja karbon.
• Air seharusnya tidak memiliki kotoran seperti minyak, lemak atau asam karena bisa mengakibatkan
pengerasan yang tidak merata jika menempel pada permukaan baja yang keras yang memberikan isolasi termal lokal.
• Air keras tidak memuaskan karena dapat menghasilkan kerak saat suhu dinaikkan. Sabun kadang kadang ditambahkan untuk mengatur tingkat pendinginan. Air garam dingin atau air digunakan untuk
menyediakan pendinginan (quenching) yang paling ekstrim dengan hasil kekerasan maksimum.
Perawatan yang hati-hati dibutuhkan dalam pemilihan penampang yang dikeraskan sebagai hasil proses “thermal shock” dengan konsekuensi crack dan distorsi.
• Quenching dengan minyak digunakan di mana kekerasan yang ekstrim tidak diperlukan dan di perlukan fleksibilitas “quenching shock”. Minyak yang digunakan adalah terutama minyak mineral dengan viskositas dipilih sesuai dengan jenis baja yang akan di-quenching. Sistem pendingin minyak diperlukan saat kapasitas pendinginan yang signifikan diperlukan untuk mencegah minyak dari tidak berfungsi dan untuk menjaga kondisi quenching. Pendingin udara digunakan untuk proses pengerasan ringan bila struktur perlitik yang keras dan tangguh diperlukan.
Crystal Structure
Pengerasan melibatkan pemanasan baja sampai suhu normalisasi
dan pendinginan (Quenching) dengan cepat dalam cairan yang sesuai. misalnya
minyak, air atau udara.
Proses nya dapat disimpulkan sebagai berikut :
Sifat Baja
Dapat dikelompokkan menjadi
1. Ultimate Tensile Strength
2. Yield Strength
3. Pemanjangan
4. Modulus Elastisitas (E)
5. Kuat Tekan
6. Kekuatan Geser
7. Shear Modulus (G) G = E / 2 (1 + μ)
8. Kelelahan Kekuatan
9. Modulus Ketahanan (U)
Suhu pemanasan awal terbentuk ketika elekstroda hidrogen rendah digunakan.
Mempertimbangkan semua TIG dan gas terlindung buang biji fluks elektroda hidrogen rendah habis.
Panas setelahnya meningkatkan kekuatan dan mengurangi tegangan sisa.
1000 psi = ksi x 6,894 = MPa.
µ = Poisson’s ratio: Ratio of Transverse to Axial strain
= 0.3 in elastic range, 0.5 in plastic range
Ketika bahan telah mencapai batas kekuatannya, biasanya akan mengalami 2 pilihan yakni deformasi atau fraktur.Sebuah logam secara alami lunak dapat dibuat lebih kuat dengan menghambat mekanisme
deformasi plastik (mengurangi ukuran butir, pengerasan kerja, dll), tetapi jika dilakukan secara ekstrem, kemungkinan fraktur menjadi semakin besar dan materi bisa menjadi rapuh.
Meningkatkan kekuatan bahan adalah tindakan balancing.
Ductility adalah sifat mekanik yang digunakan untuk menggambarkan sejauh mana bahan dapat berubah bentuk plastis tanpa fraktur. Ductility adalah parameter yang paling penting untuk dipertimbangkan dalam pembentukan logam seperti rolling, extrution dan drawing. Contoh logam yang sangat ulet (Ductility tinggi) adalah perak, emas, tembaga, dan aluminium. Keuletan baja tergantung pada konstituen paduan. Meningkatkan tingkat karbon menurun daktilitas, yaitu, baja menjadi lebih rapuh.
Bahan dikatakan brittle jika cenderung patah ketika dikenakan tekanan. Memiliki sedikit atau tidak ada deformasi plastis sebelum patah. Dalam ilmu material, umumnya diaplikasikan pada material yang patah karena tegangan bukan dari geser. Ketika logam semakin keras maka semakin brittle. Artinya, ia memiliki sedikit kecenderungan untuk merusak (atau strain) sebelum fraktur. Fraktur ini menyerap relatif sedikit energi, bahkan dalam bahan kekuatan tinggi dan biasanya membuat suara derik
Pre-heat, inter-pass temp kontrol dan post-heat dirancang untuk mengurangi potensi brittle.
Ikatan ionik adalah ketika terjadi transfer elektron bebas di antara iom logam bermuatan positif
Dalam pandangan mekanik kuantum elektron konduksi membagi kepadatan mereka sama-sama
atas semua atom yang berfungsi sebagai netral (non-dibebankan). Karena delokalisasi atau pergerakan elektron bebas, terbentuklah sifat logam seperti kekuatan, kelenturan, daktilitas, konduktivitas panas dan listrik, daktilitas dan kekerasan.
Ikatan Kimia
a. Kuat: Covalent bonds, metallic bond, ionic bond
b. Lemah: hydrogen Bond, non covalent Bonds, van der Waals
Toughness
Adalah resistensi terhadap fraktur material saat mengalami tekanan atau kemampuan untuk menyerap energi mekanik (atau kinetik) hingga fraktur. Hal ini didefinisikan sebagai jumlah energi per volume yang material dapat menyerap sebelum pecah
Toughness tests:
• Charpy Impact Test
• Izod Impact Test
Unit of Toughness:
Toughness is measured in units of Joules per cubic meter (J/m3) or (in·lbf/in3)
Logam : Weldability
Kemampu las baja berbanding terbalik dengan sifat yang dikenal sebagai hardenability baja, yang mengukur kemudahan membentuk martensit selama perawatan panas.
Hardenability baja tergantung pada komposisi kimianya (lebih tinggi jumlah karbon dan elemen paduan lainnya menghasilkan hardenability tinggi dan kemampuan las baja menurun )
Untuk mengukur weldability baja paduan yang terdiri dari banyak campuran digunakanlah Content Carbon Equivalent dengan cara membandingkan sifat mereka ke Carbon Plain Baja.
Kerugian menggunakan karbon polos dan paduan rendah baja adalah kekuatannya yang rendah.Dan adanya pertukaran antara kekuatan dan weldability
Apa perbedaan Baja (Steel) dan Stainless Steel ?
Perbedaan utama nya adalah ketahanan terhadap korosi karena adanya lapisan oksida yang kaya kromium yang terbentuk pada permukaan stainless steel. Ketika lebih dari sekitar 10% cromium ditambahkan ke baja biasa, oksida di permukaannya berubah dan lapisannya sangat tipis, hampir tak terlihat tetapi menjadi pelindung aktif di berbagai media korosif.
Stainless steel dapat dibagi menjadi :
1. Feritik stainless steel, bersifat magnetis, tidak mudah dilas, dan sering harus dipanaskan dan dilas dengan elektroda khusus.
2. Martensit stainless steel , bersifat magnetis, tidak mudah dilas, dan harus sering dipanaskan dan dilas dengan elektroda khusus.
3. Austenitik baja stainless, bersifat non magnetik dan cenderung menjadi yang paling stainless steel weldable.
Tempering
Warna Oksida baja yang sedang dilakukan tempering
Color Temperature oc
Pale Yellow 220
Straw 230
Golden Yellow 243
Brown 255
Brown Dappled with Purple 265
Purple 277
Dark Blue 288
Bright Blue 297
Pale Blue 321